
Submerged Arc Welding : Working, Equipment and Its Applications
Submerged Arc Welding was discovered in the year 1935 by Rothermund and Jones, Kennedy. This welding can be operated in semi-automatic mode otherwise in automatic mode. But generally, the operation of this SAW can be done in automatic mode. Submerged-arc welding method is fixed and extremely adaptable. This kind of welding involves in arranging the arc among a constantly fed electrode as well as the workpiece. A layer of powdered flux generates a protecting gas shield as well as a slag to protect the weld region. The arc can be submerged below the flux layer & in general, is not noticeable throughout the welding process. In this, the weld quality is extensively influenced by the submerged arc welding parameters like welding speed, welding current, arc voltage, electrode stick out which are closely related to the calculation of the weld bead, This article discusses an overview of submerged Arc welding method.
What is Submerged Arc Welding?
The definition of submerged arc welding is, it is one type of welding method where this welding arc can travel under a layer of granular flux. In this type of welding, a tubular electrode otherwise consumable solid can be fed constantly to the weld region. At the same time, a layer of granular fusible flux can be poured over the weld zone which immersed the welding arc as well as defends it from atmospheric pollution.
The granulated flux includes compounds like lime, silica, manganese oxide, calcium fluoride, etc. Whenever the flux is melted, then it turns into conductive as well as offers a current lane among the workpiece & electrode. The solid layer of flux wraps the melted metal totally and stops the sprinkle and covers the strong ultraviolet (UV) radiation vapors generated during the procedure.
Equipment of Submerged Arc Welding
The submerged arc welding can be built with main parts or equipment like Welding head, Flux hopper, Flux, Electrode wire feed unit, Electrode, and Flux recovery unit. Welding head can be used to supply filler as well as flux metal to the joint for welding.
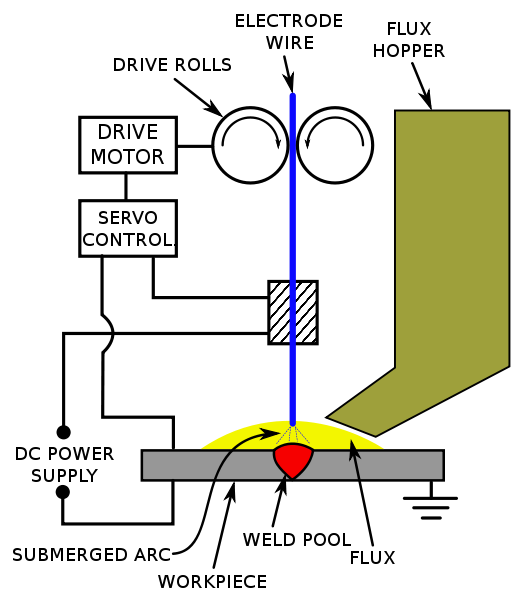
In Flux hopper, the flux can be stored as well as deliver to the welding joint. It controls the rate of deposition of flux to the welding joint.
The granular flux is used to shield the welding arc, and it includes silica, lime, calcium fluoride, oxides of calcium, manganese oxide, etc. It fed into the weld zone with the flow of gravity during the welding head nozzle. Whenever it is melted, then it turns into conductive as well as conducts the current among the workpiece & electrode.
The granular flux’s solid layer wraps the melted metal totally & stops the sprinkle and flash. It covers up the UV radiations which is the characteristic of SMAW method. The minor part of the flux obtains melted & shapes slag on the weld pond. It is detached after the welding method obtains completed. The higher element of the flux performs like an insulator & encourages the deep transmission of heat toward the workpiece.
Electrode wire feed unit offers nonstop electrode wire feed toward the welding joint, and it includes a reel on which the electrode wire can be injured.
A consumable electrode can be used by the submerged arc welding which is a loop of bare round wire with 1.5 mm to 10 mm diameter. It can be fed routinely throughout the welding gun, and the submerged arc welding electrode composition depends on the welded material. The electrodes are available to weld high carbon steel, mild steel, low and special alloy steels, stainless steel, etc. Generally, the electrodes are covered by the copper to stop rusting & amplify electrical conductivity. They are obtainable within straight length & coils.
Flux recovery unit is used to gather the not used flux present after welding, and after recovery, it can be used another time for the joining.
Submerged Arc Welding Working
In this kind of welding, the flux begins for depositing on the joint to be welded. Whenever the flux is cold, then it acts as an insulator. The arc can be started by moving the tool by the work portion. The arc struck will constantly remain below a wide coating of flux, and the generated heat by the arc softens the granular flux.
Once the flux is melted by the heat of the arc, then it will become highly conductive. The flow of current begins to flow the electrode through the melted flux that can be in contact by the atmosphere. The minor dissolved flux alters to wastage slag & which is detached after welding method finished.
At a fixed speed, the electrode from the roll is constantly fed toward the joint to be linked. If linking is partially automatic, then the top of the welding can be moved physically along with the connection. In an automatic submerged arc welding, a separate drive can be used to move the welding top above the stationary job otherwise job moves beneath the head of the stationary welding.
With the help of the self-adjusting arc principle, the length of the arc is kept stable. When the arc length reduces, the arc voltages will increase & this will increase the arc current.
Because of this, the rates of burn-off will increase & the arc length will be increased. The reverse phenomenon arises when the arc length rises more than the regular length. For straight penetration as well as for supporting the huge quantity of melted metal a support steel plate otherwise copper may be used.
Advantages
The advantages of Submerged Arc Welding include the following.
- This submerged arc welding process has high (45kg/h) deposit rate.
- In automatic applications.
- Very small welding smoke can be observed.
- No edge training is required.
- This method is used in indoor, and outdoor.
- No chance of weld sprinkles because it is submerged within flux blanket.
Disadvantages
The disadvantages of Submerged Arc Welding include the following
- The process is incomplete to some particular metals.
- The application is imperfect to direct seams vessels, and pipes.
- The flux usage is hard.
- A health problem can be occurred due to the flux.
- Slag elimination is desirable after welding.
Submerged Arc Welding Applications
The applications of Submerged Arc Welding include the following
- The Submerged Arc Welding can be used to weld pressure vessels like boilers.
- A lot of structural outlines, pipes, earth moving tools, shipbuilding, railroad construction, and locomotives.
- This type of welding can be used to repair machine parts.
Thus, this is all about Submerged Arc Welding. From the above information, finally, we can conclude that this method can be used to produce the welding of metals at high temperature using an arm among the workpiece as well as a metal. Here is a question for you, what is submerged arc welding defects?
Share This Post:



